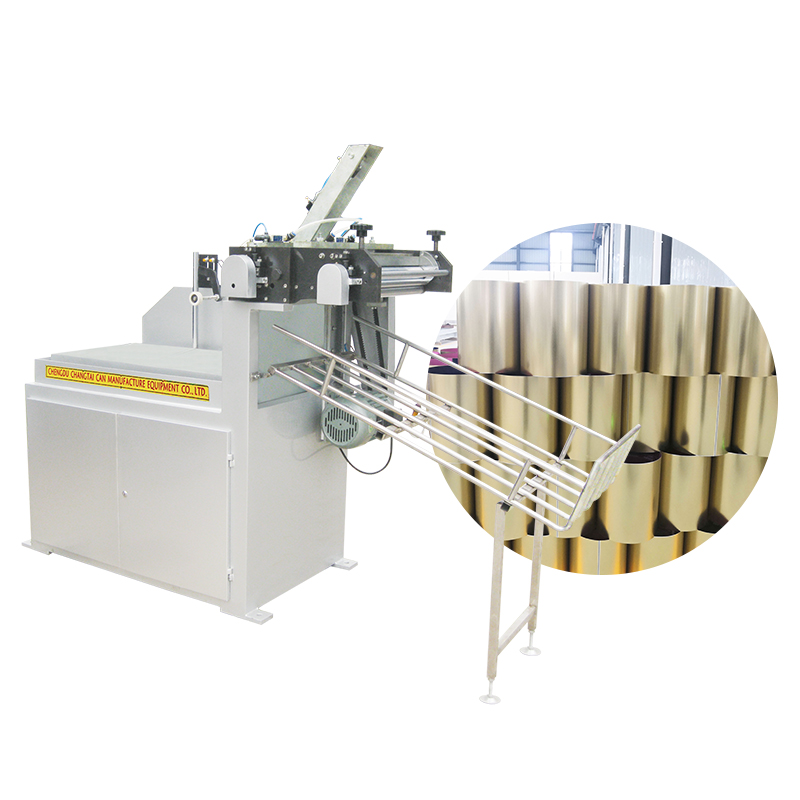
મેટલ કેન માટે અંદરથી કોટિંગ મશીન બનાવવાનું મશીન ગોળ કેન ચોરસ કેન

મેટલ કેન માટે અંદરથી કોટિંગ મશીન બનાવવાનું મશીન ગોળ કેન ચોરસ કેન
ખોરાક અથવા ઔદ્યોગિક કેન બનાવવાની પ્રક્રિયા માટે કોટિંગ વિશે સંબંધિત વિડિઓ
આ મશીન વિશે વર્ણન
1. વેલ્ડીંગ મશીન સાથે જોડાયેલ, કેન્ટીલીવર ઉપર તરફ સક્શન બેલ્ટ કન્વેઇંગ ડિઝાઇન પાવડર છંટકાવ માટે અનુકૂળ છે, અને આગળની સંકુચિત હવા વેલ્ડ સીમને ઠંડુ કરે છે જેથી વેલ્ડ સીમનું તાપમાન ખૂબ વધારે હોય ત્યારે પાવડર એકત્રીકરણ અથવા ગુંદર ફોમિંગ ટાળી શકાય.
2. આયાતી બેલ્ટનો ઉપયોગ કન્વેયર બેલ્ટ માટે થાય છે, અને વેલ્ડેડ કેન બોડી કન્વેયર બેલ્ટની નીચે ચૂસવામાં આવે છે, જેથી કેનનો પ્રકાર બદલતી વખતે કન્વેયર ઊંચાઈને સમાયોજિત કરવાની જરૂર ન પડે અને કન્વેયર સ્થિર રહે.
૩. રોલ આઉટ થયા પછી ગુંદર અસમાન ન થાય તે માટે, કોટિંગ વ્હીલના આઉટલેટ પર બ્રશ સ્થાપિત કરવામાં આવે છે. બ્રશ ટાંકીમાં ગુંદર લાવે છે તે હકીકતને દૂર કરવા માટે, સિલિન્ડરને નિયંત્રિત કરવા માટે એક ઇન્ડક્શન સ્વીચ સ્થાપિત કરવામાં આવે છે જેથી બ્રશ ફક્ત ટાંકી હોય ત્યારે જ નીચે જાય અને જ્યારે ટાંકી ન હોય ત્યારે ઉપર જાય. , જેથી ગુંદર ટાંકીમાં ન જાય.
4. વેલ્ડીંગ મશીનને ડીબગ કરવાની સુવિધા માટે, સમગ્ર કન્વેઇંગ અને બાહ્ય કોટિંગ ભાગોને ઉપર અને પાછળ ઉપાડવા માટે એક એર સિલિન્ડર સ્થાપિત કરવામાં આવે છે, આમ ઉપર તરફ સક્શન કન્વેઇંગ માટે વેલ્ડીંગ મશીનના અસુવિધાજનક ડીબગિંગના ગેરલાભને ટાળે છે.
5. બાહ્ય કોટિંગ બેલ્ટ રબર વ્હીલ અને રોલરની બંને બાજુએ સફાઈ પ્લેટો સ્થાપિત કરવામાં આવે છે, જેથી ગુંદર કોટિંગ વ્હીલની બાજુને પ્રદૂષિત ન કરે અને કોટિંગ વ્હીલની સ્વચ્છતા સુનિશ્ચિત કરે.
6. અમારી કંપની ગ્રાહકની જરૂરિયાતો અનુસાર બાહ્ય છંટકાવ પદ્ધતિ બનાવી શકે છે, પરંતુ બાહ્ય કોટિંગ નીચેનું કન્વેઇંગ પદ્ધતિ હોવું જોઈએ (વેલ્ડીંગ મશીન સાથેનું જોડાણ ઉપર તરફ કન્વેઇંગ પદ્ધતિ છે). આંતરિક કોટિંગ સાથે ટચ-અપ કોટિંગ મશીનનું કન્વેઇંગ અને વેલ્ડીંગ મશીનમાં વેલ્ડીંગ સીમની બંને બાજુએ બેલ્ટ હોવા જોઈએ, જેથી કેન બોડી વેલ્ડીંગ સીમને સમાન ઊંચાઈ અને લાઇન પર સ્થિર રીતે રાખી શકાય.
ટેકનિકલ પરિમાણો
| મોડેલ | GNWT-286S નો પરિચય | GNWT-180S નો પરિચય |
| રોલર ગતિ | ૫-૩૦ મી/મિનિટ | |
| રોગાન પહોળાઈ | ૧૦-૨૦ મીમી | ૮-૧૫ મીમી |
| કેન વ્યાસના કદ | ૨૦૦-૪૦૦ મીમી | ૫૨-૧૮૦ મીમી |
| કોટિંગનો પ્રકાર | રોલર કોટિંગ | |
| વર્તમાન ભાર | ૦.૫ કિલોવોટ | |
| પાવડર સપ્લાય | ૨૨૦વી | |
| હવાનો વપરાશ | ૦.૬ એમપીએ ૨૦ લિટર/મિનિટ | |
| મશીન માપન | ૨૧૦૦*૭૨૦*૧૫૨૦ | |
| વજન | ૩૦૦ કિગ્રા | |
આ બાહ્ય રોલર કોટિંગ મશીન વિશે ટેકનિકલ શીટ